七、质量评估(工序控制)方法
一件产品的制作往往要由好几个工序来完成。每个工序出了问题都会影响产品的质量,因此必须在生产过程的每个工序设有控制图,及时评估生产过程的质量。
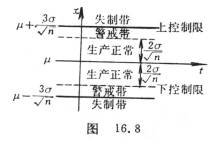
 [计量评估] 被评估的产品质量是一物理量。设它在正常生产时遵从正态分布
[计量评估] 被评估的产品质量是一物理量。设它在正常生产时遵从正态分布![]() 。用样本
。用样本![]() 的均值
的均值![]() 和极差R来评估总体的
和极差R来评估总体的![]() 和
和![]() 是否发生异常,分别称为
是否发生异常,分别称为![]() 评估图(图16.8)和
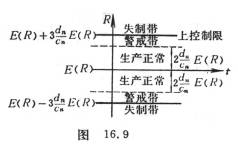
评估图(图16.8)和![]() 评估图(图16.9)。
评估图(图16.9)。
图中E(R)表示极差R的数学期望,cn ,dn是与n有关的经验常数。
经验常数cn ,dn数值表
|
|
2 |
3 |
4 |
5 |
6 |
|
|
|
1.128 |
1.693 |
2.059 |
2.326 |
2.534 |
|
|
|
0.8525 |
0.8884 |
0.8798 |
0.8641 |
0.8480 |
|
|
|
7 |
8 |
9 |
10 |
11 |
12 |
|
|
2.704 |
2.847 |
2.970 |
3.078 |
3.173 |
3.258 |
|
|
0.8330 |
0.8200 |
0.808 |
0.797 |
0.787 |
0.778 |
如果产品指标规格未知,可从最近正常生产过程中抽取20多个容量为n(n<10,一般n=5或6)的样本,由各样本的均值![]() 和极差R再作平均得
和极差R再作平均得![]() 和
和![]() ,则
,则![]() 的控制限为
的控制限为![]()
![]() ,R的控制限为
,R的控制限为 。
。
 在连续生产的过程中于某时间间隔内抽取一个容量为n的样本,算出
在连续生产的过程中于某时间间隔内抽取一个容量为n的样本,算出![]() 和R,然后在评估图上画点,如果在整个生产过程中每次抽样算得的
和R,然后在评估图上画点,如果在整个生产过程中每次抽样算得的![]() 和R都在控制限内,点的变化又是随机的(没有一定规划和趋势),就表示生产正常。
和R都在控制限内,点的变化又是随机的(没有一定规划和趋势),就表示生产正常。
[计件评估] 被评估的产品质量是次品率的大小,其方法与计量评估类似。如果工厂里规定产品的次品率为p,在某时间间隔内,抽取容量为n(>50)的样本,作次品个数m的评估图(图16.10)。
如果产品次品率没有规定,可从近期正常生产过程中抽取20个小样本,用各个样本的次品率的平均值![]() 作为p。
作为p。
![]()
 [计点评估] 被评估的产品质量是一件(或一组)产品的疵点的个数。如果产品在正常生产时的平均疵点数为
[计点评估] 被评估的产品质量是一件(或一组)产品的疵点的个数。如果产品在正常生产时的平均疵点数为![]() (它可通过对20多批产品的抽查,在每批产品中抽查一件或一组,算出每批产品的平均疵点数ci ,然后从20多个ci中算出一个平均数
(它可通过对20多批产品的抽查,在每批产品中抽查一件或一组,算出每批产品的平均疵点数ci ,然后从20多个ci中算出一个平均数![]() ),那末作疵点数c的评估图(图16.11)。其控制限为
),那末作疵点数c的评估图(图16.11)。其控制限为![]() 。
。
在连续生产过程中的某个时间内任抽取一件产品,数出其疵点个数c,并用点画在评估图上,当点在控制带内随机变动,则表示生产在正常状态。